دیباچہ
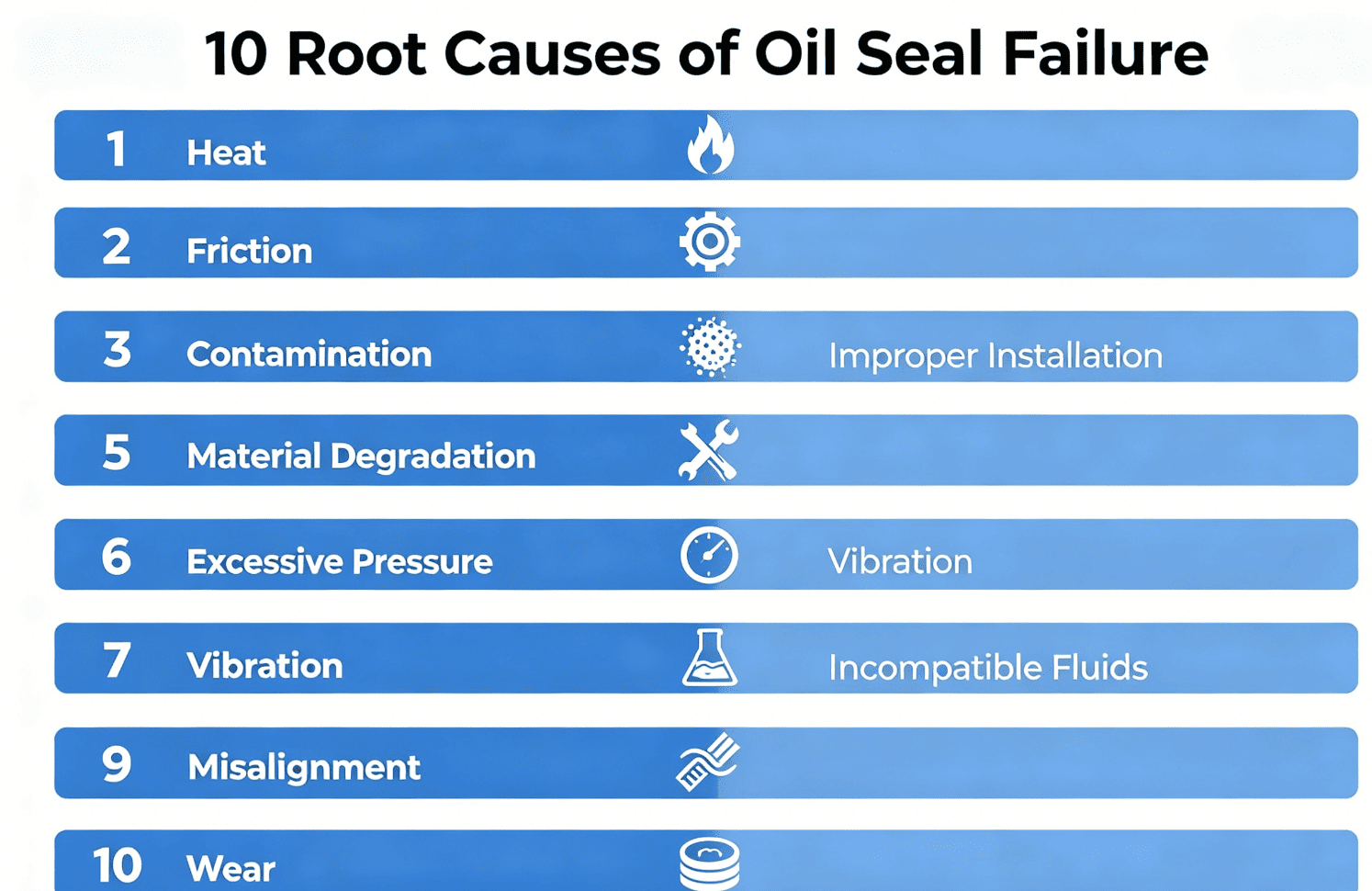
تعمیراتی مشینری پر 90% ہائیڈرولک رساو قبل از وقت تیل کی مہر کی ناکامی سے آتا ہے۔ کم مہر کی قیمت ڈاؤن ٹائم اور اجزاء کے پہننے سے بہت زیادہ نقصانات کا باعث بنتی ہے۔ یہ مضمون ISO سگ ماہی کے معیارات، CE اسمبلی کے قوانین اور کان کنی، صفائی اور تعمیراتی بیڑے کے حقیقی دیکھ بھال کے اعداد و شمار کو یکجا کرتا ہے، مکینکس اور فلیٹ مینیجرز کے لیے آسان قابل عمل اصلاحات کے ساتھ ناکامی کی 10 عام وجوہات کی فہرست دیتا ہے۔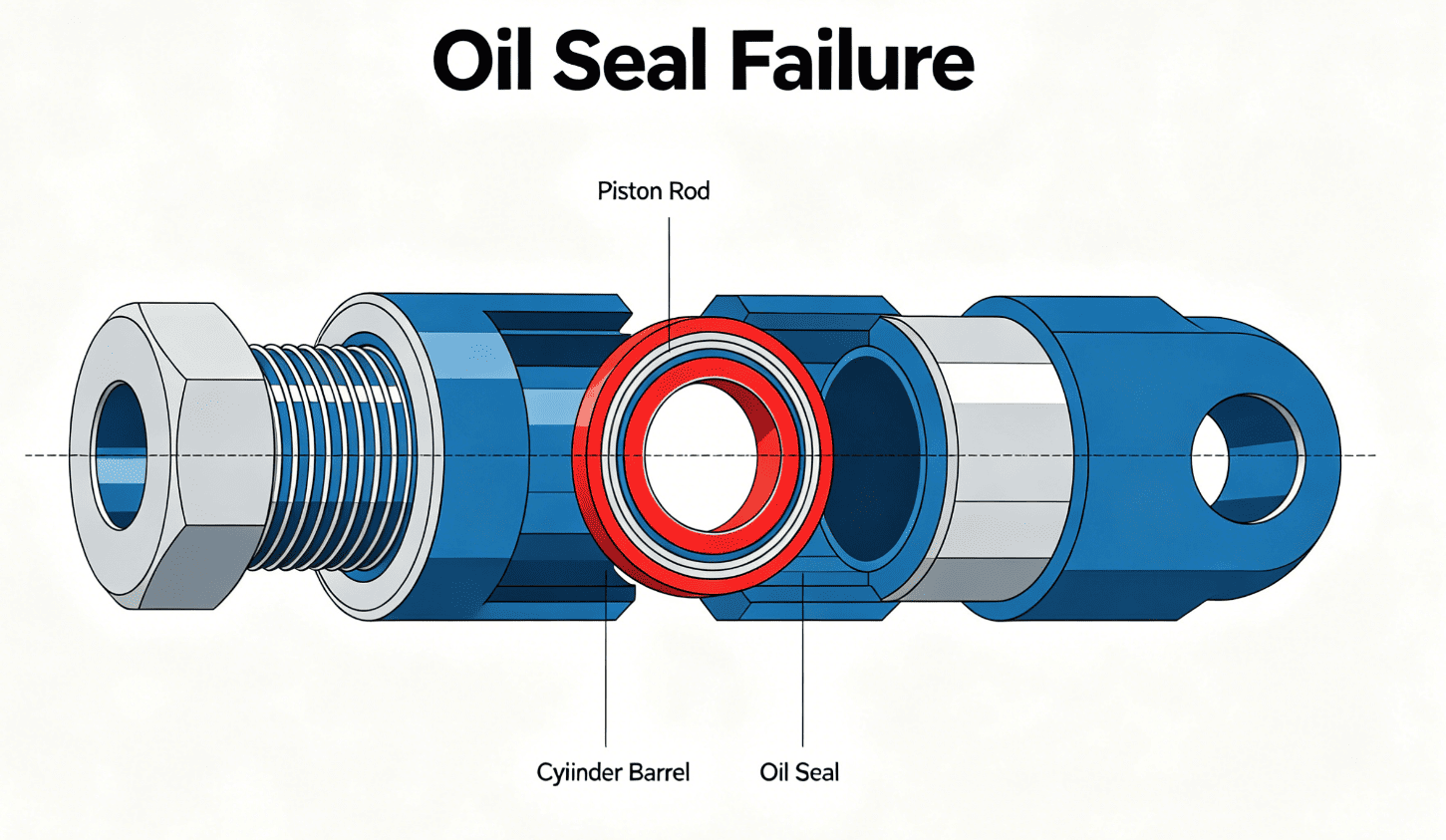
I. اسمبلی کے نقائص (42% ناکامیاں)
1.1 تیز burrs اور ناقص شافٹ چیمفر
- تیز شافٹ کنارے تنصیب کے دوران مہر کے ہونٹوں کو کاٹتے ہیں اور سست رساو کا سبب بنتے ہیں۔
- معیاری: 15°-30° چیمفر، شافٹ کی کھردری Ra≤0.8μm۔
- درست کریں: اسمبلی سے پہلے تمام شافٹ کناروں کو پالش کریں۔
1.2 زیادہ معیاری اسمبلی رواداری
- نا اہل شافٹ سائز ہونٹوں کو پہلے سے سخت کرنے والی قوت کو توڑ دیتا ہے۔
- ڈیٹا: اگر رواداری 0.08 ملی میٹر سے زیادہ ہو تو سروس لائف 70 فیصد گر جاتی ہے۔
- درست کریں: فٹنگ سے پہلے مائیکرو میٹر سے شافٹ کی پیمائش کریں۔
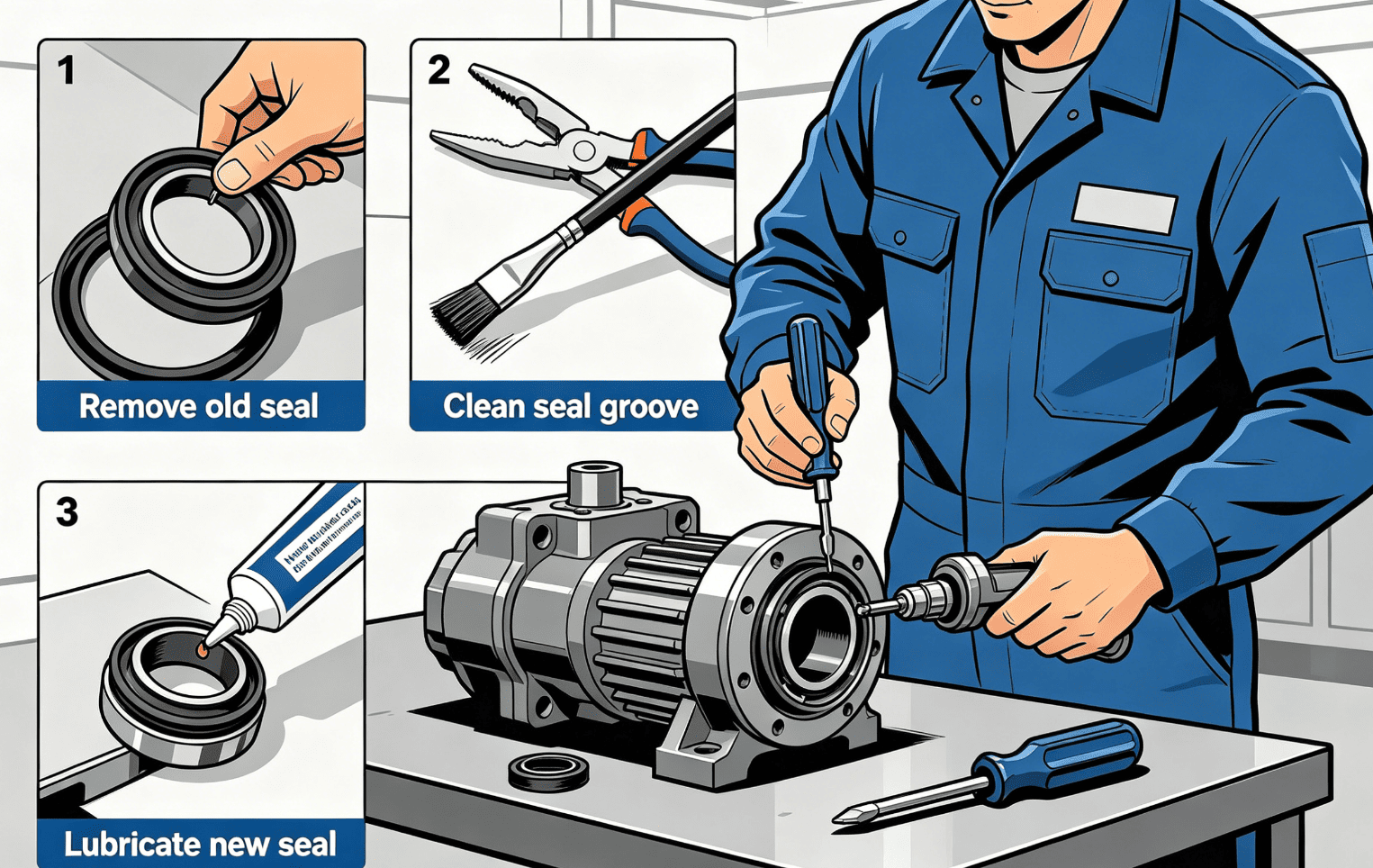
1.3 خصوصی ٹولز کے بغیر کسی نہ کسی طرح کی تنصیب
- ہتھوڑا مارنا مہر دھاتی کنکال کو خراب کرتا ہے۔
- معیاری: پلاسٹک پریس آستین کا استعمال کریں اور سیل ہونٹوں کو چکنا کریں۔
II شافٹ کی سطح کا نقصان (21% ناکامی)
2.1 شافٹ پر خروںچ اور سرکلر نالی 2.1.1 ریت اور دھات کے اسکریپ شافٹ کو توڑ دیتے ہیں اور سیلنگ فٹ کو توڑ دیتے ہیں۔
- ہائی رسک مشینیں: کھدائی کرنے والے، کان کنی کے ٹرک۔
- درست کریں: کوٹ معمولی نالی؛ شدید کھرچنے والی پسٹن کی سلاخوں کو تبدیل کریں۔
2.2 ضرورت سے زیادہ شافٹ ریڈیل رن آؤٹ
- غیر متوازن رگڑ مقامی حد سے زیادہ گرمی اور یک طرفہ لیک پیدا کرتی ہے۔
- معیاری: شافٹ ریڈیل رن آؤٹ ≤0.05 ملی میٹر۔
III غیر معمولی تیل کا درجہ حرارت (16% ناکامیاں)
3.1 طویل مدتی ہائیڈرولک تیل کا درجہ حرارت
- NBR کی مہریں 90℃ سے زیادہ تیزی سے ٹوٹ جاتی ہیں۔ بلاک شدہ کولر درجہ حرارت کو 110 ℃ سے زیادہ دھکیلتے ہیں۔
- درست کریں: ریڈی ایٹرز کو صاف کریں۔ اعلی درجہ حرارت کی کان کنی کی مشینوں کے لیے FKM مہریں استعمال کریں۔
3.2 کم درجہ حرارت کولڈ اسٹارٹ نقصان
- عام ربڑ سرد موسم میں سخت ہو جاتا ہے اور شروع ہونے پر سیل کرنے میں ناکام رہتا ہے۔
- درست کریں: پہلے سے گرم سامان 3-5 منٹ؛ کم درجہ حرارت میں ترمیم شدہ NBR مہروں کو اپنائیں
چہارم غیر مماثل اور انحطاط شدہ ہائیڈرولک تیل
4.1 ہائیڈرولک سیال کے ساتھ غیر مطابقت پذیر مواد کو سیل کریں۔
- NBR مصنوعی ہائیڈرولک تیل سے پھول جاتا ہے اور جکڑن کھو دیتا ہے۔
- اصول: معدنی تیل کے لیے NBR؛ مصنوعی اور آگ سے بچنے والے تیل کے لیے FKM۔
4.2 گندا اور آکسائڈائزڈ ہائیڈرولک تیل
- تیزابی خراب تیل ربڑ کو corrodes; نجاست مہر ہونٹوں کو پیسنا.
- اصول: ہر 2000 کام کے اوقات میں تیل اور فلٹر تبدیل کریں۔
V. اوورلوڈ ورکنگ پریشر
5.1 فوری ہائی پریشر اثر
- چٹان کو توڑنے یا اٹھانے سے دباؤ میں اضافہ ہوتا ہے جو مہر کے ہونٹوں کو توڑ دیتے ہیں۔
- درست کریں: ہائی پریشر سلنڈروں کے لیے بیک اپ رِنگ ری انفورسڈ سیل لگائیں۔
5.2 جمع شدہ اندرونی کمر کا دباؤ
- بھرے ہوئے ریٹرن پائپ مہروں کو باہر کی طرف دھکیلتے ہیں اور رساو کو متحرک کرتے ہیں۔
- درست کریں: تیل کی واپسی کی پائپ لائنوں کو باقاعدگی سے صاف کریں۔
VI تیل کی مہر کا غلط انتخاب
6.1 کام کے حالات کے لیے ربڑ کا غلط مواد
- گرم کان کنی کے آلات پر 300 گھنٹوں کے اندر عام NBR کی مہریں ٹوٹ جاتی ہیں۔
- سلیکشن گائیڈ: عام درجہ حرارت کے لیے NBR؛ تیز گرمی کے لیے FKM۔
6.2 غلط مہر کی ساخت اورسائز
- غیر کنکال مہریں صرف جامد کم دباؤ کے استعمال کے قابل ہیں۔
- پروکیورمنٹ ٹِپ: سیل آرڈر کرتے وقت پریشر، درجہ حرارت اور رفتار فراہم کریں۔
VII سٹوریج اور طویل بیکار وقت سے ربڑ کی عمر بڑھ رہی ہے۔
7.1 طویل مدتی اسٹاک کی عمر بڑھنا
- روشنی اور ہوا کا آکسیکرن غیر استعمال شدہ مہروں کو لچک کھو دیتا ہے۔
- قاعدہ: سیل اسٹوریج کا وقت ≤24 ماہ، FIFO اسٹاک مینجمنٹ پر عمل کریں۔
7.2 طویل مشین بند ہونے سے مستقل انڈینٹیشن
- اسٹیشنری مہریں ایک جگہ پر دبائی رہتی ہیں اور دوبارہ شروع ہونے کے بعد لیک ہوجاتی ہیں۔
- درست کریں: بیکار آلات کے لیے ماہانہ سلنڈر واپس لیں اور بڑھائیں۔
VIII ٹوٹے ہوئے دھول سے تحفظ کے حصے
8.1 تباہ شدہ ڈسٹ وائپرز
- کیچڑ اور بجری ٹوٹے ہوئے وائپرز سے گزرتے ہیں اور مہر والے ہونٹوں کو تیزی سے پہنتے ہیں۔
- اصول: دیکھ بھال کے دوران ڈسٹ وائپر اور آئل سیل کو ایک ساتھ تبدیل کریں۔
8.2 پھٹے ہوئے پسٹن راڈ کی حفاظتی آستین
بیرونی تعمیراتی مشینیں بغیر کسی محفوظ کور کے آسانی سے دھول جمع کرتی ہیں۔
IX. ضرورت سے زیادہ دوڑنے کی رفتار اور خشک رگڑ
9.1 اوور لمیٹ ریپروکیٹنگ رفتار
- تیز رفتار حرکت رگڑ کی گرمی کا سبب بنتی ہے اور ربڑ کے ہونٹوں کو جلا دیتی ہے۔
- معیاری: عام مہر کی رفتار کی حد ≤0.5m/s۔
9.2 چکنا نقصان اور خشک رگڑ
- تیل کی فلم غائب ہونے سے براہ راست رگڑ اور فوری مہر کو نقصان پہنچتا ہے۔
- پابندی: کافی ہائیڈرولک آئل کے بغیر سلنڈر کو خالی کرنا۔
X. ناکام اندرونی تناؤ کے چشمے
10.1 ڈھیلے یا ڈھیلے سیل اسپرنگس
- اسپرنگس سپلائی ہولڈنگ فورس؛ corroded چشمے مسلسل رساو کا سبب بنتے ہیں.
- سنکنرن کا محرک: بارش کا پانی اور ایملسیفائیڈ ہائیڈرولک تیل۔
10.2 تبدیلی کے دوران بہار کھو گئی۔
فٹنگ کے بعد فوری طور پر تیل کے رساو کا باعث بننے والی عام انسانی غلطی۔
نتیجہ
بار بار تیل کی مہر کا رساو شاذ و نادر ہی اکیلے عیب دار مہروں سے ہوتا ہے۔ زیادہ تر خرابیاں خراب اسمبلی، غلط انتخاب اور بے قاعدہ دیکھ بھال کی وجہ سے ہوتی ہیں۔ یہ گائیڈ بین الاقوامی سگ ماہی معیارات کی پیروی کرتا ہے اور ورکشاپ کی تربیت کے لیے استعمال کیا جا سکتا ہے۔ اگر آپ آئل سیل ماڈلز کے ملاپ کی تصدیق نہیں کر سکتے یا مسلسل رساو کے مسائل کو حل نہیں کر سکتے، تو اپنی مشین کی قسم، ورکنگ پریشر اور ہائیڈرولک آئل کی قسم مفت حسب ضرورت سیلنگ سلوشنز کے لیے ہمیں بھیجیں۔